
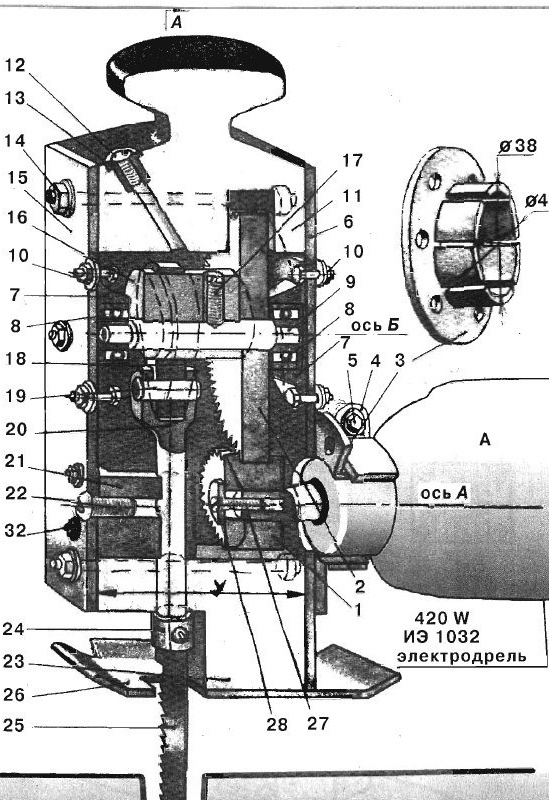
มะเดื่อ 1 เลื่อยมือข้าม
มันถูกนำเข้ามามีส่วนร่วมกับเกียร์ขับเคลื่อน 2 หลังจากนั้นตัวแปลงทั้งหมดจะถูกดึงพร้อมกับสลักเกลียว 5 ที่คอของสว่านพร้อมที่หนีบ 4 การหมุนจากแกนหมุนผ่านเกียร์ 7 และ 2 จะถูกส่งไปยังประหลาด 16 ซึ่งแขนสวิงนั่งได้อย่างอิสระ ต่างหู 18. มันยังแปลงการเคลื่อนที่แบบหมุนของพิภพ 16 เป็นการเคลื่อนไหวแบบลูกสูบของแท่งทำงาน 20 ต่างหูเชื่อมต่อกับก้านด้วยนิ้ว 19 การเคลื่อนไหวแบบลูกสูบของก้านเกิดขึ้นตามแนวทางที่ 21 เลื่อย 25 ถูกตรึงที่ปลายล่างของแท่ง ดังนั้นฟันของเลื่อยจะพุ่งขึ้น
ก่อนที่คุณจะเริ่มผลิตตัวแปลงให้มองหาตัวกระตุ้นเดือย ส่วนใหญ่แล้วคุณจะพบว่าคู่ที่เหมาะสมในเครื่องใช้เก่าเกียร์กระปุก เส้นผ่านศูนย์กลางของเฟือง 1 จะต้องไม่เกินเส้นผ่านศูนย์กลางของคอของสว่าน นี่เป็นสิ่งจำเป็นเพื่อที่เกียร์จะผ่านเข้าไปในรูของหน้าแปลนแบริ่งได้อย่างอิสระจะดีกว่าถ้าความกว้างของเฟืองเฟืองอยู่ที่อย่างน้อย 20 มม. ซึ่งจะทำให้มั่นใจได้ว่าการมีส่วนร่วมที่เชื่อถือได้กับเฟืองขับ ความสูงของฟันของเฟืองควรจะอยู่ที่ 3-4 มม. เพื่อให้แน่ใจว่ามีการหมั้นที่ดีที่สุดโดยคำนึงถึงความไม่ถูกต้องในการประกอบการเจาะภายใต้สลักเกลียว เพื่อลดจำนวนการเคลื่อนไหวของลูกสูบ 20 และเพิ่มแรงตัดควรใช้อัตราส่วนเกียร์เท่ากับสาม อัตราทดเกียร์จะพิจารณาจากอัตราส่วนของจำนวนฟันของเฟืองขับต่อจำนวนฟันเฟือง
คู่ของเกียร์ที่ตรงกันจะกำหนดขนาดเริ่มต้นของตัวแปลงทั้งหมด หากจำเป็นต้องปรับแต่งรูภายในของพวกเขาสำหรับกรวยเจาะและเพลา 9 หากเส้นผ่านศูนย์กลางของรูเกียร์เล็กกว่าเส้นผ่านศูนย์กลางของกรวยและเพลาคุณจะต้องเจาะรูบนเครื่องกลึง หากเส้นผ่าศูนย์กลางมีขนาดใหญ่ขึ้นคุณจำเป็นต้องบดปลอกแขนของอะแดปเตอร์ เมื่อทำงานที่เกี่ยวข้องกับการปรับเกียร์เสร็จแล้วให้ดำเนินการวาดภาพกราฟทั้งหมดตามโครงสร้างทั้งหมด ค่าที่คำนวณเพิ่มเติมคือจังหวะของเลื่อย สามารถถ่ายได้เท่ากับ 10-14 มม.ดังนั้นคุณจะรู้ระยะห่างระหว่างแกน A, B และ C รวมถึงมิติของความผิดปกติ 16 เมื่อวาดส่วนที่ผิดปกติบนเพลา 9 คุณจะทราบขนาดเส้นผ่านศูนย์กลางของรูของ 18 ต่างหูที่แกว่งบนตัวประหลาดขนาด 20 และไกด์ 21 ด้วยแรงเสียดทานเลื่อน ดังนั้นจึงจำเป็นต้องเลือกช่องว่างจากโลหะที่แตกต่างกันเช่นเหล็กและทองแดงเหล็กและทองเหลืองสำหรับการผลิตของพวกเขา จากภาพวาดคุณจะเห็นว่าควรเลือกตลับลูกปืนคู่ใดดีกว่า 8. เส้นผ่านศูนย์กลางด้านในของตลับลูกปืนไม่ควรเกิน 10 มม. ตามขนาดเส้นผ่านศูนย์กลางภายนอกขนาดของหน้าแปลนจะถูกกำหนด 7. หลังจากขนาดทั้งหมดได้รับการชี้แจงแล้วให้ดำเนินการผลิตชิ้นส่วนของตัวแปลง ส่วนใหญ่เปิดเครื่องกลึง จากคานไม้โอ๊คใช้สิ่วของช่างไม้โดยเฉพาะตัดส่วนบน 11 และ 23 ส่วนล่างของกล่อง ให้ความสนใจเป็นพิเศษกับความขนานของระนาบสุดท้ายและความเท่าเทียมกันของขนาด X และ Y (ดูรูปที่ 1 และ 2)
[/ center]
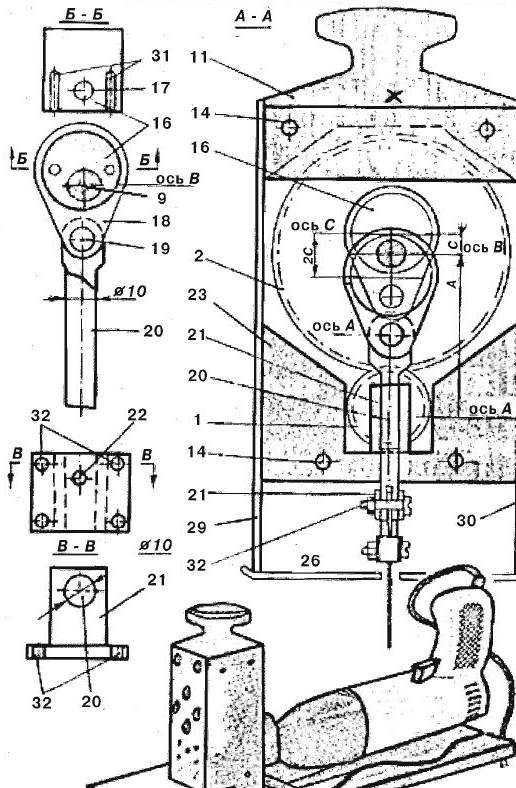
มะเดื่อ 2 เลื่อยมือข้าม
มิติเหล่านี้ให้ความแม่นยำในการประกอบและความน่าเชื่อถือ เคลือบพื้นผิวด้านในของแท่งด้วยอีพอกซีเรซินหรือน้ำมันเคลือบเงาที่ทนน้ำมัน จัดแนวประหลาด 16 กับเกียร์ 2 บนเพลากลาง 9 และเจาะสองรูสำหรับหมุดยึด 31 หลังจากกดลงในร่างกายประหลาดเปิดพินบนเฟือง จากนั้นเจาะรูและตัดด้ายสำหรับหมุดยึด 17 หลังจากทำเครื่องหมายอย่างระมัดระวังให้เจาะรูบนเครื่องเจาะบนต่างหู 18 และแกน 20 โดยให้ความสนใจกับความขนานของแกนเพลา 9 และหมุด 19 รูในต่างหูนั้นตาบอดและมีสลิปพอดีกับแกน เลื่อยไกด์ออกจากเหล็กแท่งด้วยเลื่อยเลือยเจาะรูสำหรับสลักเกลียวและก้าน รูก้านต้องกลึงด้วยรีมเมอร์ จากแผ่น duralumin ที่มีความหนา 3-4 มม. ตัดหุ้มเคสขวา 29 และซ้าย 30 หลัง 6 และหน้า 15 รวมทั้งแผ่นรองรับ 26 พับฝาครอบด้านหน้าและด้านหลังเข้าด้วยกันยึดด้วยแคลมป์และรูสำหรับสลักเกลียว 14 ยึด สลักเกลียวของหน้าแปลน 10 และรูสำหรับสกรูของหัวนม 22 ของไกด์ หลังจากเสร็จสิ้นการปฏิบัติการทั้งหมดให้ดำเนินการต่อการประกอบเครื่อง สกรูและแหวนรองที่ไม่ได้ระบุไว้ในข้อความ แต่ระบุไว้ในรูปด้วยหมายเลข 12, 13, 24, 27, 28, 32, ถูกนำมาทำเป็นมาตรฐาน